手机版
手机版

|
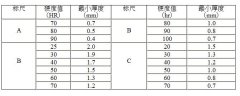
硬度检测技术目前涉及到绝大多数行业,其检测方法也多式多样。检测方法的准确性也会影响到检测结果。硬度检测方法的正确选用,一般应注意以下原则: 1、 硬度检测方法选用一: 根据材料的特点以及其工艺状态,对其硬度的高低估计来选用检测方法。当不能做出大致的估计时,应该按较高的硬度来选择,如洛氏C标尺或维氏检测法:检测的结果可供进一步正确选择方法参考。 常用金属材料的硬度见表 表 常用金属材料的硬度范围参考表
在选定一种检测法后,如试样的硬度范围、厚度、大小等允许,则应选用较大的检测力进行检测,这有利于减小检测结果的相对误差。如在布氏硬度检测中,在检测条件允许时,应选用10mm球,29.421 kN(3000kgf)检测力。在实际应用中,如碳素工具钢、合金工具钢等,对退火后的硬度要求不仅仅是布氏硬度值不大于多少(或范围多大),还要求压痕直径不小于多少(或范围多大)。这实际上就是对检测条件提出了限制和要求。 又如:碳素工具钢T8A要求HBS不大于187,同时压痕要求直径不小于4.4mm;合金工具钢CrWMn要求HBS值在255~207之间,同时要求压痕直径应在3.8~4.2mm之间。为满足这一要求,就必须选用10mm球和29.42 kN检测力。 3、硬度检测方法选用三 根据试样的厚薄以及处理工艺,如对较薄的试样或有覆盖层试样,或经强化处理后硬化层深度不同的试样测定硬度时.必须根据试样厚薄、覆盖层或强化层层深(厚)、材料硬度,选择相适应检测方法和检测力大小。 一般情况下,对薄的和有覆盖层、强化层的试样,多选用小负荷维氏或表面洛氏检测法、努普氏检测法等检测方法。 4、硬度检测方法选用四 在实验和材料研究工作中,如欲将试验数据与查得文献资料中的硬度值进行比对时,应尽可能选用与资料相同的检测方法,避免因换算引入误差。 5、硬度检测方法选用五 对于HBS<450的金属材料,包括退火、正火、调质钢,各种铸铁以及多种有色金属及其合金(包括铝、铜、镁、铅、锌、锡等)用布氏硬度检测方法比较合理。因为布氏法有多种检测力和压头选择,压痕直径大,能测出较大范围内金属各组成部分的综合性能,而不易受个别相或局部组织的影响,数据较准确稳定,复现性较好。 用洛氏硬度检测法测得的金属材料硬度值与布氏和维氏法的结果比较,精度较低,这是因为洛氏检测法是以测量压痕深度间接反映硬度值的高低,检测点很小,且每一洛氏单位仅为0.002mm深,易于出现误差。但洛氏检测法方便、迅速,特别适用于钢铁材料的热处理工艺过程和最终产品检测。 对于大型铸件和已组装成整机上的制件,则多用肖氏、里氏和锤击试布氏硬度检测方法。 6、硬度检测方法选用六 在一些特殊情况下,则可分别选用划痕检验、锉刀检验和努普、显微硬度等检测方法。 7、硬度检测方法选用七 在同一系统实验与研究工作中,用同一种材料,由于处理工艺不同,其硬度差异较大,这时一般不宜变换检测方法,为求得统一的标尺比较,可选用维氏硬度检测方法,因为维氏检测法可以从很低硬度值测至很高硬度值,这样能获得便于比较又不用换算的理想结果。 8、硬度检测方法选用八 根据零件的尺寸、数量、测试精度要求发热处理工艺的不同,应正确选择相应的硬度检测方法。 Mikrotest测厚仪http://www.MikroTest.net.cn 尼克斯测厚仪http://www.q-nix.cn |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||