手机版
手机版

|
在工业生产中,模具钢是模具工业的主体材料,模具的使用寿命和制成零件的精度、质量、外观性能,除与模具的设计技术、制造精度,以及机床精度和制造操作有关外,沧州欧谱正确地选用模具材料和正确地执行热处理工艺也是至关重要的。模具的热处理质量和使用性能通常都以硬度作为判断的依据 硬度是模具材料和成品模具的重要性能指标。模具在工作时的受力状态是复杂的,如热作模具通常是在交变的温度场下承受交变应力作用,因此它应具有良好的阻止模具转变成较软或塑性状态的能力,并且在长期工作环境下仍保持模具的形状和尺寸精度不变。一般成品模具的硬度,冷作模具常选择在 59-60HRC ,热作模具常选择在 48HRC 左右。
耐磨性也是成品模具的重要性能指标。零件成形时金属和模具型腔表面发生相对运动,磨损了型腔表面,至使模具的尺寸形状、精度和表面粗糙度发生变化而失效。模具的耐磨性是由模具的热处理,特别是表面热处理决定的,评估模具耐磨性好坏的主要依据也是硬度。
模具钢用硬度计测试主要针对三种情况,即模具钢材料的硬度检测,经过热处理的半成品模具的检测硬度,要求高耐磨性的模具表面热处理后的表面硬度检测。 模具钢材料主要是经过锻造的钢板、钢块或钢棒,一般以退火状态供货。某些塑料模具钢还以预硬状态(调质处理)供货,用户可直接加工成模具而不必进行后续热处理。模具钢按钢种分类可分为碳素工具钢、合金工具钢和高速工具钢,中国标准对于各种模具钢都规定了出厂硬度要求,要求对钢材的退火硬度和试样淬火硬度进行检验。美泰里氏硬度计被广泛应用,它测试快速,方便,测试值可自动转换成布氏硬度值,因此得到一定程度的应用。 完成了机械加工的模具钢材料要进行淬火回火处理,沧州欧谱再经过精磨和抛光就可成为成品模具。淬火回火处理后的模具硬度检测更为重要,因为这时的材料硬度是一个非常重要的质量指标,它在很大程度上决定了成品模具的使用寿命。淬火回火的模具料要求使用洛氏硬度计,测试 HRC 洛氏硬度值。模具成品需要具有最佳的综合力学性能,既要有足够的硬度,同时还要有一定的韧性,而硬度和韧性是一对矛盾,为了在具有合理韧性的条件下,便模具具有较高的硬度,最佳的硬度值就会被限制在一个比较窄的范围内,通常只有 2-4 个 HRC 单位。
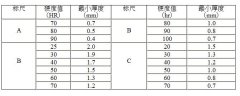
成品、半成品模具的硬度测试是一个难于解决的问题。一直没有一个较为理想的解决方案。只有少数体积和重量较小的模具可以搬到台式洛氏硬度计上测试。里氏硬度计为成品、半成品模具的硬度测试提供了一个解决方案,可以先测试模具的里氏硬度,然后再换算成 HRC 洛氏硬度。里氏硬度计测量是目前模具行业应用最为普遍的硬度测试方法,而且美泰里氏硬度计应用最广泛的领域就是模具行业。如前面所述,成品、半成品模具合理的硬度范围是比较窄的,里氏硬度计不能满足这样的精度要求。但是这就是目前模具行业的现状,没有更好的解决办法。 对于进行了表面的渗碳、渗氮或激光淬火处理,表面硬化处理的模具需要测试模具的表面硬度。渗碳层通常较厚,当渗碳层厚度大于 0.8mm 时,可直接用洛氏硬度计,测试 HRC 硬度。当渗碳层厚度在 0.6-0.8mm 时,可以采用洛氏硬度计的 A 标尺。 A 标尺的试验力较小,只有 60kg ( C 标尺试验力是 150kg ),可以在模具表面压一个较浅的压痕,不至于将硬化层压透,硬度测试更准确。测得的 HRA 硬度值可方便地通过查表换算成 HRC 硬度值。对于较薄的渗碳层或渗氮层,只要厚度大于 0.1mm ,都可以采用表面洛氏硬度计。表面洛氏硬度计的试验力只有 15kg 、 30kg 或 45kg 。表面洛氏硬度压痕更小,例如,模具硬度为 60HRC 时,表面洛氏硬度值为 90.6HR15N ,沧州欧谱压痕深度等于( 100-90.6 ) X0.001mm=0.009mm ,这样的压痕肉眼几乎难于分辨。因此表面洛氏硬度计还可以测试成品模具,测得的硬度值也可以换算成 HRC 硬度值。
硬度是模具钢最重要的性能,为了照顾到韧性等其他性能,模具硬度的最佳范围是一个比较窄的区间,因此,如何能在现场使用美泰便携式硬度计快速、精确地测试模具硬度在模具制造和使用单位具有十分重要的意义。它可以提升模具产品的质量,提升模具制造的技术水平,延长模具寿命。
|