手机版
手机版

|
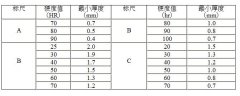
美国标准ASTM中关于铸件硬度的要求及硬度计的选用方法
铸造业是机械行业的一个重要分支,由于石墨的存在赋予铸铁优良的铸造性能、切削加工性能、减磨性能、减振性能以及低的缺口敏感性。而且铸造生产设备简单, 制造成本低,因而在工业生产中得到广泛应用。在各类机械产品中,按质量计算,铸件所占比例高达50%以上。
铸造件第一位的质量指标就是力学性能,测试工件力学性能的方法主要有两个,其一是拉伸试验,其二是硬度试验。拉伸试验测试的是工件的抗拉强度,屈服强度和伸长率,而硬度试验反映的是在各自规定的条件下材料弹性、塑性、强度、韧性及磨损抗力等多种物理量的综合性能。在美国铸件标准中几乎每一种产品都规定了拉伸试验。多数产品规定了硬度试验。
拉伸试验设备复杂,投资较高,需要专业人员,需要制备试样,试验效率低,成本高。硬度试验设备简单,易于掌握,压痕很小,可视为无损检测,可直接测试成品或半成品工件。测试效率高,可用于对成批工件的逐件检测。随着硬度计制造技术的进步,各种便携式仪器,特别是高精度便携式仪器不断出现,使得硬度测试实现了简单、快捷和精确。使现场硬度检测,生产线上的硬度控制及大工件的精确硬度检测成为可能。
硬度试验和拉伸试验基本上都是检测金属抵抗塑性变形的能力。两种试验在某种程度上是检测金属相似的特性。二者的试验结果是完全可以相互比较的,对于多数金属材料,硬度值和抗拉强度值是可以通过查表相互换算的。因此在测试材料力学性能时,人们越来越多地选择采用硬度试验,而较少选用拉伸试验。
作者研究整理了美国标准ASTM中关于铸件硬度要求的规定。
本文主要有两部分内容,第一,美国标准ASTM中典型铸造产品关于硬度要求方面的规定。第二,在铸造产品检测中硬度计的选用方法。
一、美国标准ASTM中关于铸件硬度的要求
灰口铁铸件(ASTM A48-92)
适用于主要考虑抗拉强度的一般工程用灰口铁铸件,铸件根据不同铸造试棒的抗拉强度分级。在此类铸铁件中,化学成分相对于抗拉强度来说是次要的。铸件在订货或生产时,根据单独铸造的试样性能分成若干个等级,每一等级采用一个数字后接一字母表示,数字表示单独铸造试棒的最小抗拉强度,字母表示试棒的规格。例如:灰口铁铸件,ASTM A48,30B级表示按标准ASTM A48生产的,最小抗拉强度为30千磅/英寸2(207MPa),试棒的公称直径为1.2英寸(30.5mm)。标准述及“在生产厂和购买方达成书面协议时,要求铸件满足硬度、化学成分、显微组织、压漏、X线检验无缺陷、尺寸、表面精度等要求是必要的”。
机动车用灰口铁铸件(ASTM A159-88)
适用于以砂模铸造的,在汽车、拖拉机及相关工业中使用的灰口铁铸件。
订货合同应包括如下条款:
是否需要特殊热处理。
进行硬度试验的表面。
所要求的表面硬化深度和表面硬度。
硬度要求:
铸造厂应采取必要的控制和检验技术以保证铸件符合所规定的硬度范围,布氏硬度按ASTM
E10试验方法,在铸件表面已经去除足够厚度的材料后测试,以保证硬度读数的代表性。除另有协议外,应采用10毫米的钢球和3000公斤负荷。在铸件上检测硬度的面积及其位置应由供需双方商定,并在图纸上标出。
球墨铸铁铸件(ASTM A536-84)
适用于由球墨铸铁制作的铸件,这种铸铁含有球状石墨,基本上没有其他形式的石墨。
铸件牌号按“抗拉强度——屈服强度——延伸率”来表示,例如:
牌号:80-55-06
代表抗拉强度80000磅/英寸2(552MPa),屈服强度55000磅/英寸2(379MPa),延伸率6.0%(2英寸或50mm)。
铸件应进行适当的热处理,如退火、正火、淬火并回火等。
在合同或订货单中有规定时,铸件应满足硬度、化学成分、显微组织……等要求。
奥氏体球墨铸铁铸件(ASTM A439-89)
适用于主要用于耐热、耐腐蚀和耐磨的奥氏体球墨铸铁件。铸件应进行消除应力、稳定性处理或退火等热处理。
等温淬火球墨铁铸件(ASTM A897M-90)
适用于需要进行等温淬火热处理的球墨铁铸件。等温淬火可以使同一铸件的不同部位或同一炉铁水铸成的不同铸件间的力学性能差异缩小。应用等温淬火热处理可以扩大在球墨铸铁件上可得到的性能范围。
珠光体可锻铸件(ASTM A220 M-88)
适用于从常温到400℃条件下工作的一般工程用珠光体可锻铸铁铸件。如果购货合同要求进行硬度试验,则应说明可以接受的硬度范围,试验部位应清晰地示于附图上。只要有可能,就应采用ASTM E10规定的布氏硬度试验方法。并且应尽量采用3000kg力/10mm球的试验条件,如果由于工件尺寸或形状不允许,则可采用1500kg力/10mm球。在不能采用布氏硬度计的特殊情况下,可按照ASTM E18的规定,采用洛氏硬度试验方法来代替。
汽车用可锻铸铁铸件(ASTM A602-87)
适用于汽车工业和同类型工业产品所用的铁素体、珠光体、回火珠光体和回火马氏体级的可锻铸铁铸件。铸件应进行热处理。硬度要求铸件应实行必要的控制和检验工序以保证符合规定的硬度范围。硬度读数应按照ASTM E10,从铸件表面清除足够厚度的材料之后测取,以保证硬度值的代表性。应由供需双方协商一致并按图纸所示,确定铸件检查硬度的表面或区域。
耐磨铸铁(ASTM A532/A532M-87)
本标准适用于一组合金化的白口铸铁,以保证在采矿、选矿、泥土装卸和制造工业中应用时的高耐磨性。 Ⅱ级和Ⅲ级合金经常按热处理状态订货,最大硬度为400HB。电火花检漏仪http://www.dianhuohuajianlouyi.com硬度测试可在铸件原始表面的任何部位进行。压痕可在铸件的原始表面上做出,或深入原始表面1/8英寸。硬度按照下列ASTM标准规定的方法进行测试。优先选用的方法是采用碳化钨球和3000公斤力的ASTM E10布氏试验法。作为任选方法,可采用ASTM E18标准中的洛氏方法,采用洛氏C标尺,金刚石圆锥压头和150公斤力。
二、硬度计在铸造件上的应用
1、布氏硬度计
铸造件的硬度检测首选布氏硬度计,特别是晶粒比较粗大的灰口铁铸件,只能采用布氏硬度计,并且要尽量选用3000kg力,10mm球的试验条件,当铸件尺寸较小时,也可选用洛氏硬度计。
在铸造件硬度检测方面优先选用布氏硬度计的原因在于以下两点:
a、铸铁件通常组织不均匀,晶粒较大,含有的碳、硅和其他杂质也比钢材多,在不同的微小区域内或不同的点上硬度的大小会有所不同。而布氏硬度计的压头尺寸较大,压痕面积较大,可以测出某一范围内材料硬度的平均值,因此使用布氏硬度计测试精度较高,硬度值的分散性较小,测得的硬度值更能代表工件硬度的实际状况。所以布氏硬度计在铸造行业被广泛应用。
b、抗拉强度是铸件第一位的力学性能指标,几乎所有的铸造件标准中都有关于抗拉强度的要求。而铸件的布氏硬度值和抗拉强度值具有非常密切的关系,二者的数值可以相互换算。灰铸铁的抗拉强度可以由以下公式计算:
σb=1.82(HB)1.85
二者关系也可以通过查表得到。通过测试布氏硬度值可以快速、方便地得到工件的抗拉强度值。从而提高检测效率、降低试验成本。
2、洛氏硬度计
洛氏硬度计也常用于铸铁的硬度试验。凡是晶粒较细的工件,如果没有足够的面积作布氏硬度试验,也可以进行洛氏硬度试验,对于珠光体可锻铸铁,冷硬铸铁和铸钢件,可以采用HRB或HRC标尺,如果材质不均匀,应测出几个读数,取其平均值。
洛氏硬度计测试快速,方便,压痕小,可以直接测试成品工件,适于对成批生产的成品或半成品工件的逐件检测。
3、肖氏硬度计
在个别情况下,一些型体较大的铸造件,不允许切割试样,也不能另外铸造用于硬度测试的试验块,这时硬度检测会遇到困难。对于这种情况,常用的办法是,在铸件进行精加工之后在光洁的表面上用便携式的肖氏硬度计测试硬度。例如冶金行业广泛应用的轧辊标准中就规定要使用肖氏硬度计测试硬度。
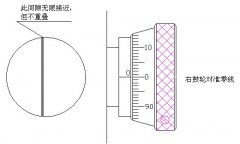
肖氏硬度计由于采用了动态硬度检测原理,影响硬度测试结果的因素较多,测试精度远低于采用静态的压痕硬度测试原理的布氏硬度计和洛氏硬度计。由于这个原因,在轧辊标准中还推荐采用一种硬度对比辊,硬度对比辊起到一个标样的作用,其硬度值是依靠切割试样的办法得到精确测试的。使用肖氏硬度计测试轧辊之后,要在对比辊上核对肖氏硬度计的检测精度。
4、里氏硬度计
目前,在铸造件硬度检测上里氏硬度计被广泛使用。里氏硬度计是对肖氏硬度计的改进。它也是采用动态硬度测试原理,利用计算机技术实现了硬度计的小型化,电子化,使用简单方便,测试结果可方便地换算成布氏硬度值,因而得到广泛欢迎。
但是,同肖氏硬度计一样,里氏硬度计的精度也不高,影响测试精度的因素较多,要求工件表面具有较高的光洁度,并且缺乏权威的硬度换算表,硬度换算也会带来较大误差。因此里氏硬度计的测量结果常常被人们作为参考值在国内使用,里氏硬度计主要用于对工件硬度要求范围较宽的场合。另外,里氏硬度计作为非正规的硬度检测方法,在国际标准化组织中没有得到广泛认可,在国外铸造件的产品标准中也没有被采用。在国际贸易中,里氏硬度计的测量结果不会被多数外商接受。
许多铸造件都是中大型工件、有些重达几吨,无法搬到台式的硬度计上测试。铸件的精确硬度测试主要采用单独铸造的试验棒或铸件上附带的试验块。然而,无论是试验棒还是试验块都无法完全代替工件本身,即使是同一炉铁水,铸造工艺和热处理条件也相同,因为尺寸大小的巨大差异,会造成二者加热速度,特别是冷却速度不同,很难让二者具有完全相同的硬度,由于这个原因许多客户更关心和相信工件本身硬度。这样就要求有一种便携式的精确硬度计来测试铸件硬度。
|