手机版
手机版

|
显微硬度试验由于具有负荷小、灵敏度高等特点,广泛地应用于生产和科研。不仅是工艺检验的手段,同时是金相组织研究和材料科学研究方面不可缺少的手段。显微硬度试验不仅用于对金属材料的测定,同时也可对非金属材料进行测定。
1.用于工艺检验方面。主要测定小件、薄件硬度,如轴尖、薄片等零件。沧州欧谱也要测定镀层、强化层等硬度。可用以研究加式硬化的影响,研究由于摩擦或磨损而引起的材料表面性质的变化等等。可检验氧化、氮化、渗炭、氰化等工艺处理的效果。
2.用于金相学和金属物理学方面。研究金属结构,相的分辨以及晶体特性的测定。通过对压痕形状的观察可以研究金属各组成相的塑性和脆性。
3.用于材料科学方面。研究新合成材料组成成分之特性。为研究新材料和合金提供条件。研究高温或低温下材料之特性。
4.对非金属材料的测定。如对玻璃、玛瑙、磨料、矿物、陶瓷器以及其它一些脆性材料硬度的测定。这是其它硬度试验法难以解决的测定项目。
负荷的选择
显微硬度一般常用负荷为25,50,100,200,300,500和1000克力。对于特殊细微的试件需选用更小负荷,如10和5克力。一些专用的超微小硬度计,其负荷可达到0.1克力。这多用于对特殊试件或定性鉴别测定。
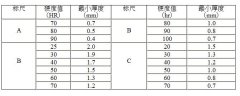
试验所选用的负荷要视试样或镀层的厚度与硬度范围而定。在试样厚度允许的范围内尽量采用较大负荷,以便获得较大尺寸的压痕,从而减小测量的相对误差。但对于过硬的物质,如硬质合金钢、玛瑙等高硬度材料不宜采用过大负荷,以免损坏压头。然而也不宜采用使所获得压痕之对角线小于10微米的负荷。特殊试样和镀层例外。压痕过小,相对测量误差大,而导致硬度示值的偏差就大。例如,若压痕对角线的测量精度为±0.15微米,对于对角线为5微米的压痕,其测量精度为±3%;而对于对角线为20微米的压痕,其测量精度为±0.75%。选取试验负荷时要针对材料硬度范围而定。例如,对铝试样一般采用10克或20克负荷。相对应得出的压痕对角线长约为30—32微米和40—45微米;对于铜试样一般采用20克或50克负荷,相对应所得压痕对角线分别为18—32微米和30—35微米。
在进行显微硬度试验时,需要指出的是,在负荷减小时,其所得压痕对角线长度与负荷之比不是常数,即不符合相似定律。例如用镍、锑、铁、岩盐分别以不同负荷进行试验时,当负荷减小,即小于50克时,硬度值剧增,如图5.6所示,也有一些利用其它材料而得到相反的结果,或者随着负荷的增大硬度值增高,增到一定值以后,又缓慢下降。这些现象多发生在小于50克的负荷时,即5—50克的时。也有些人认为显微硬度示值之间的关系,至今仍没有得到一致的全面的解释。通常是从压痕对角线小于10微米开始变化。因为10微米相当于一般晶体断层的平均距离。所以在测定材料硬度值时,要在试样厚度允许的范围内尽量使所得压痕对角线大于10微米。
由于负荷减小时,其所得压痕对角线长度与负荷比不是常数,所以在测定硬度值时一定得明确表明所得硬度值的负荷,以便于进行有效地比较。例如HV0.1480,即表示是以100克负荷所测得的维氏显微硬度值为480。
显微硬度虽不像温度、热量那样是物理量,但是,这一反塑性变形的特性与物质晶栅的能量和晶体结构有明显的关系。有些试验结果表明硬度值随着原子序数的变化而呈周期性的变化。
试样的制备
进行显微硬度试验时,试样的表面应光滑清洁、无油垢污物,试样表面应进行研磨抛光,,其表面光洁度不宜低于▽12。试件或镀层应有相应的厚度。试验后,试件背后不应有变形的痕迹,其厚度一般应不小于压痕深度的10倍。对于特小试件,应将其镶嵌在塑料或其它较软材料上,但镶嵌材料应有足够的强度,使其在试验时不产生位移。如果不是测定表面镀层或氧化层、渗炭层等的硬度时,则应将其除掉。对于天然岩石和矿物的碎裂面,金属的断裂面(要防止氧化)或是机械抛光之后在真空中或惰性气体中退火的金属表面,其光洁度达▽12的可直接测定。试件要有足够的试面,其面积直径应不小于5倍的压痕对角线。
压头
显微硬度试验所使用的压头形式虽然很多,但绝大部分是用两棱面夹角为136?的金刚石正四棱角锥体为压头。与维氏硬度试验所用压头完全一样,但压头的各个几何参量之允差不得大于±15′,标准压头不得大于±5′。横刃尺寸必须小于1微米,标准压头之横刃尺寸则不应大于0.5微米。沧州欧谱使用努普压头时,其两长棱夹角应为172?30′±5′,短棱角应为130?±20′。无论哪种形式的压头,其顶端都应光滑无损,在50倍放大镜下不应发现有划痕崩裂等疵病,压头顶端与压头柄的不同心度应不大于0.03毫米,偏斜度应不大于20′。
负荷的施加、保持与卸除
负荷应平稳、缓慢地施加,无任何振动和冲击现象。较快的加荷速度会导致硬度值偏低,因为此时所产生的塑性变形不仅是负荷的静态压入,还有一部分动态作用力,从而产生动能,致使材料变形增大。这种影响随着负荷的减小、被测试件硬度范围的增高以及负荷机构运动部件质量的增大而增大。
加荷速度也不宜过慢,过长地延长压头压入时间,特别是在保荷时间较短的情况下,会产生负荷不能保持规定的时间,从而产生新的偏差。加荷速度过慢也容易受外界条件的干扰。一般不得大于50微米/秒。综合世界各国标准试验法的规定,加荷速度大多在15—70微米/秒的范围内。加荷速度要根据加荷的方式以及加荷机构的特点而定,有的就要以加荷手柄的搬转时间而定。无论哪种形式都应使加荷速度达到不影响压痕尺寸增大的这一必要条件。
负荷保持时间对试验结果也有影响,保荷时间越长,材料变形越充分,硬度值就越低,保荷时间过长,容易受外界条件(振动)的干扰,同时出现蠕变现象,也影响试验结果。选取保荷时间,一定要视试件的材料特性而定。为了提高效率,也可适当缩短,但不得小于15秒,对有色金属不能小于30秒。
负荷卸除时,禁忌冲撞和振动,应平稳、匀速地卸除。一般卸荷速度较加荷速度快。
压痕测量装置
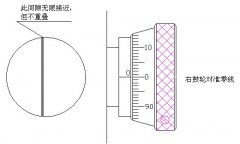
显微硬度试验的测量装置一般利用读数显微镜,因此要求显微镜要有足够的放大倍数,一般不低于400倍。视野要清晰,压痕轮廓要清楚。压痕对角线的测量方式很多,无论内读数、外读数或内外读数,其刻线都应均匀清晰。其分度值不得大于0.5微米,读数精度不得低于±0.2微米。
试验环境及其它
1.试验应在室温为20±10?C的、干燥的、无腐蚀性气体的清洁环境中进行。附近无振源,硬度计应安装在稳固的基础上,并调至水平。
2.硬度计应经检验合格后,方可使用。
3.同一试件上至少要测定三点,取三点之平均值作为被测试件的硬度值。
4.压痕中心距试件边缘以及相邻两压痕中心间的距离不得小于2.5倍的压痕对角线的长度。对于有色金属宜不小于压痕对角线长度的5倍距离。
|