手机版
手机版

|
硬度是指材料对变形抵抗能力之指标。就金属而言,其意即对于永久或塑性变之抵抗大小。其诠释方法依试验者之工作性质而有所不同;于冶金工作者,硬度是材料对压痕之抵抗;于设计工程师,是对屈服应力之大小;于润滑工程师,是对磨耗之抵抗;于矿物学者,是对刮擦之抵抗;于机械工作者,是对切削之抵抗。
硬度的试验型式有下列三种;
一、 静态(static)压痕试验:是以钢球、鑚石圆锥或角锥施力于受测物体之表面而进行试验的一种方法。沧州欧谱依所施力量对于压痕面积或压痕深度之关系来量测硬度。诸如洛氏(rockwell)、勃氏(brinell)、诺普氏(kn-oop)、维克氏(vickers)硬度试验和超音波(ultrasonic)硬度试验等方法属之。
二、 动态(dynamic)硬度试验:是以一定重量和大小之物体落到受测物上而后依其反跳高度来量测硬度的一种方法,如萧氏(shore)硬度属此。
三、 刮擦(scratch)试验:是以某一材料对另一材料画痕的一种方法,如莫氏(mobs)硬度及锉氏(File)硬度等属之。
上述试验中,由于压痕试验具再现性及较明确的定值,因此是最广泛被使用的硬度试验法。
在所有机械试验中,硬度试验兼具操作简易,非破坏性等特质,又由于某些实验资料已经显示硬度与机械性质,如拉张强度、耐磨耗性、弹性限及延展性等有关联性,故硬度可为材料生产者与使用对其机械性质了解的重要指标。谨将工业界常用的硬度试验法介绍于后,并加以比较,以期使用者对硬度有深一层的认识。
B、常用的硬度试验法
一、洛氏硬度试验(rockwell hardness thesting)
由于操作简单、速度快、人为误差小,并且压痕小,不致破坏试片表面,因此洛氏硬度试验是最普遍被使用的方法。
因压子与荷重不同,所以洛氏硬度有不同之指标(SCALE),在报告洛氏硬度值时须说明其为何种指标,否则就毫于意义。
例:64HRC表以洛氏硬度机之C指标所测得之硬度值为64,C指标则表示10kg f之预定荷重量,150kg f 之全荷重,压子为1200尖端圆锥曲率半径0.2mm之鑚石.
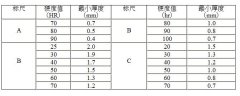
对压子的种类、试验荷重量及计算公式的组合给合给予固定的记号而称之为“指标(SCALE),如表一为洛氏硬度与洛氏表面硬度的各种指标。
洛氏硬度试验指标的选择应考虑以下四种因素;
1. 材料种类:如表1所列出不同材料,应使用不同指标测定之。例:钢或碳化钨之硬材料,应用鑚石压子,从而限制指标的选择于A、D、C、15N、30N、45N,然后再决定那种指标可何证其准确性、灵敏性与再现性。
2. 试片厚度:洛氏硬度压痕使压痕周围受冷加工,此冷加工面积之大小因试片材料和先前的加工硬化影响而不同。根据实验发现试片厚度须大于10倍压痕深度,所测得之硬度值方可采信。
3. 测试位置;两相邻压痕的中心距离,须为凹痕直径的3倍以上,以免因冷加工区而相互影响硬度值;又压痕中心至试片边缘的距离须为压痕直径的2.5倍以上,以免伤及试片边缘.
4. 指标限制:由于鑚石压子在C指标20以下值没有校正,因此低冷于此值时误差大,不予采用,改以另一指标;在非均质材料中应考虑压子直径太小或负荷太轻,将无法含盖充分的面积造成误差,因此决定适当指标是有必要的.
5. 硬度试验机校正;常用的试验机应每日校正,或使用前以硬度标准片检查其标确性,或者压子是否损伤.倘若测试硬度范围大.则须以范围大之标准片检查之,如受测物的C指标硬度差很大,那么试验机就必须以63 45、25HRC之标准片检查之。如果压子是鑚石只测某一硬度值,那么么标准片应选择其硬度值的+5范围内。钢球压子则应选择其硬度值的+10范围内。每一标准片校正,至少应测5点,平均值在标准片硬度范围内即可。如超出范围,则钢球压子应取下以眼睛检查有无损伤,鑚石压子应以10倍放大镜检查。
虽然洛氏硬度试验操作简单,容易使操作者不注意而造成误差,欲得正确的硬度值须注意以下各项:
1.试验机压子不可有损伤,与安装轴的接触而间不可有铁屑、油污、灰尖;铁砧与试件、承架之间亦不可有油脂、铁屑等足以造成误差之物。
2.试片在铁砧上保持平稳的前提下,铁砧应取与试片最小接触面者。大平铁砧用以支持较粗大平底试片;铁砧表面直径大于75mm时,应以螺牙固定于升降螺杆上。
3.试件表面及背面及背面均须磨光且平行,研磨后须擦拭干净。测试面与压子轴垂直,不可摇动。
4.大多数试验机的荷重量运转已自动化,如采手动试验机时,应注意手不可施力于弯曲手把,以免损害试验机,造成误差。
5.测试曲面试片时会有误差,一般凸曲面测定值会偏低。凹曲面则会偏高,应加上或减去校正值(如表3),直径超过25.4mm,则不予考虑.
6.薄环或管测试时有变形之虞,应选特殊压子(如鹅颈压子)或以较小负荷测之.
特殊材料之洛氏硬度试验:大部分均质材料都可以洛氏30种指标测定之;至于一些非均质材料和表面硬化材料则须特别考虑之;
1. 铸铁:石墨介在物会使得硬度值低基地值,一般使用勃氏硬度试验,但又受试片大小之限制时,可以洛氏E,K,B,C指标测之.
2. 粉末冶金件:以洛氏F,H或B指标测之,特别是B指标,通常由于空隙存在于材料内,因此不能有效测出基地硬度.
3. 硬质合金(cemented carbide):通常采洛氏A指标,如果空隙存在则宜采微硬度试验.
4. 表面硬化件:表面硬化层须大于10倍压痕深度,一般表面硬化层相当硬,应采鑚石压子,由
表面深度选择适当之指标,若表面深度未知,则应以不同指标试之.
硬度
热处理实务上最常用的品管工具即是硬度;但问题最多,错误最多的也是硬度.若不了解”材料”及”硬度”,往往会测错硬度,误用硬度,列举数例说明如下:
1. 不同村材质须选用不同的硬度尺度测定其硬度,例如淬火硬化之钢料用HRC,HV;未淬火 之钢料用HRB,BHN;析出硬化之铍铜用HRC,BHN;一般铜合金用HRB,HRE,BHN;析出硬化之铝合金用HRB,HRE,HRF,BHN;退火之铝合金用HRH,BHN;纯铝软饼用HRL,BHN.表层硬度分布(高周波,渗碳,渗氮及电镀等)测定用MHV等等.
2. 施予表面硬化处理,例如高周波,火焰,渗碳,渗氮等钢件之表面硬度,须剖切试件,以微硬度(MHV)计测定其截面硬度分布(如图3.1)不能用HRC直接从表面测定其硬度.低碳钢经渗碳,淬火,及低温回火后之表面硬度在HRC60左右,低碳合金钢则为HRC61-62,但若用HRC直接从表面量测,可能都在HRC50多(渗碳层较厚,基材较硬)或HRC40多(渗碳层较薄,基材较软);测定值不是表面硬度,而是渗碳层厚度与基材硬度的综合指数.
3. 经高温长时间加热之钢件表面会有脱碳层,露点较高之保护炉气及管理不善之真空炉或盐浴炉,脱碳层会很深,若未充分磨除表层,其硬度测定值会偏低.
4. 表面不平、粗糙、倾斜、不干净、厚度不够、太靠近端边、底部不平、或放置不稳之试件,其硬度测定值不准。
5. 圆杆直接测定表面硬度时,必须置于硬度计V型台上测定后视被测件之直径及测得硬度值,从修正表(表3.1~表3.4)上查出修正值,计算其实际硬度.即:实际硬度=测得硬度值+修正值.这点在模具配件行业上经常会使用到,但由于客户不甚了解因此也经常被误用.其他球面或曲面,则须先破坏若干试件量测其实际硬度值(破坏后测定)与直接从表面测定值之差值,作为修正值.
6. 素材及时性铸件以BHN测定为原则.BHN最硬只能测定至BHN500(HRC52)
7. HS用以比较材质,形状,尺寸,位置都相同之物件的硬度,属非破坏性测试,故适用于现场实物之硬度测定;但其测定值仅是相对比较值,不能作为正式验收之依据.
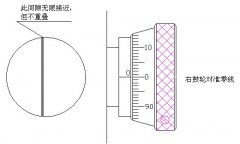
|