手机版
手机版

|
在规定条件下,将压头(金刚石圆锥、钢球或硬质合金球)分2个步骤压入试样表面。卸除主试验力后,在初试验力下测量压痕残余深度h。以压痕残余深度h代表硬度的高低。洛氏硬度试验原理如图2-1所示。
1—在初始试验力F0下的压入深度;2—在总试验力F0+F1下的压入深度;沧州欧谱3—去除主试验力F1后的弹性回复深度;4—残余压入深度h;5—试样表面;6—测量基准面;7—压头位置

图2-1洛氏硬度试验原理图
洛氏硬度值按下式计算:
HR = N - h / s
N-常数,对于A、C、D、N、T标尺,N=100;其他标尺,N=130;
h-残余压痕深度,mm;
S-常数,对于洛氏硬度,S=0.002mm,对于表面洛氏硬度,S=0.001mm。每一洛氏硬度单位对应的压痕深度,洛氏硬度为0.002mm,表面洛氏硬度为0.001mm。压痕越浅,硬度越高。洛氏硬度试验分为2种,一种是普通洛氏硬度试验,一种是表面洛氏硬度试验。洛氏硬度试验采用1200金刚石圆锥和¢1.588mm、¢3.175mm钢球三种压头,采用60kg、100kg、150kg三种试验力,它们共有九种组合,对应于洛氏硬度的九个标尺,即HRA、HRB、HRC、HRD、HRE、HRF、HRG、HRH、HRK。表面洛氏硬度试验采用1200金刚石圆锥和¢1.588mm钢球2种压头,采用15kg、30kg、45kg三种试验力,它们共有六种组合,对应于表面洛氏的六个标尺,即HR15N、HR30N、HR45N、HR15T、HR30T、HR45T。洛氏硬度试验条件如表2-1所示。洛氏硬度标尺的选用如表2-2所示。
表2-1洛氏硬度试验条件
洛氏硬度标尺技术条件
表面洛氏硬度标尺技术条件
取自国家标准GB/T230.1-2004 注:力值单位9.8N=1kg
表2-2洛氏硬度标尺的选择
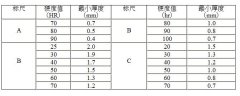
N标尺用于类似洛氏标尺C、A和D检测的材料,但仅限于薄小试样和浅硬化深度的试样。
T标尺用于类似洛氏标尺B、F和G检测的材料,但仅限于薄小试样和较软且覆镀层较浅的试样。
洛氏硬度计的特点
洛氏硬度试验操作简单,测量迅速,可在指示表上直接读取硬度值,工作效率高,成为最常用的硬度试验方法之一。由于试验力较小,压痕也小,特别是表面洛氏硬度试验的压痕更小,对大多数工件的使用无影响,可直接测试成品工件,初试验力的采用,使得试样表面轻微的不平度对硬度值的影响较小,因此,此仪器非常适于在工厂使用,适于对成批加工的成品或半成品工件进行逐件检测,该试验方法对测量操作的要求不高,非专业人员容易掌握。
洛氏硬度计的应用
洛氏硬度试验采用了3种压头,6种试验力,根据金属材料材质、硬度范围及尺寸的不同,共有15个标尺可供选择,可以测试从很软到很硬几乎全部常见的金属材料,应用范围十分广阔。洛氏硬度计在工业生产中得到了广泛应用,成为检验产品质量,确定合理加工工艺的主要手段。可测试各种黑色和有色金属,测试淬火钢、回火钢、退火钢、表面硬化钢、各种厚度的板材、硬质合金材料、粉末冶金材料、热喷涂层的硬度。
表面洛氏硬度计用于测试薄板金属、薄壁管材、表面硬化钢和小零件的硬度。
|