手机版
手机版

|
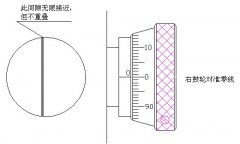
洛氏硬度试验标准中有一个关于试样“最小厚度值”的要求,对于不同硬度的试样,这一允许的“最小厚度值”也不同。当试样厚度小于这一允许的“最小厚度值”时,硬度测试时试样在压头的作用下,变形硬化区域就可能会穿透试样,到达试样下面的测砧,这时试样背面就会产生可见的变形痕迹。这时试验力会穿过试样,在测砧上消耗掉一部分,这时测得的硬度值是不真实的。这种因试样厚度不足,而使试验力消耗到测砧上一部分,造成硬度值测量不准确的现象叫做硬度试验的“测砧效应”。
“测砧效应”的对策
为了避免“测砧效应”的发生,应严格按照2.1~2.3条的方法,选择合适的硬度标尺。当发现硬度测试后试样背面产生了可见的变形痕迹时,应改变标尺,选用轻一级的试验力进行测试。
为了避免“测砧效应”的产生,有一种做法是将相同材料的几片试样迭加在一起进行测试。这种方法是不可取的,因为几层试样的接触面之同可能会发生滑动,这时测试值也是不准确的。
当试样的厚度低到既使采用最轻试验力的标尺仍然会产生“测砧效应”时,还有一种方法可以采用,这就是国家标准GB/T230.1-2004附录A中给出的“薄片产品的HR30Tm试验”。这种试验方法适用于可以采用钢球压头的冷轧钢板,马口铁,薄铜板等材料。
用于薄片产品硬度测试的HR30Tm试验
用于薄片产品的HR30Tm试验,其试验条件与HR30T相似,经供需双方协商,允许试样背面出现变形痕迹。多年的应用证明这项试验用于比较目的是非常令人满意的。它可用于硬度值在80HR30T以下,厚度小于0.6mm直至产品标准中给出的最小厚度的产品。这项试验需要使用一个金刚石点砧座(支承面很小的,端面嵌有金刚石的测砧)。金刚石的表面应该是一个经过高度抛光的平面,这种金刚石点砧座可以为试样下表面提供一个标准的磨擦条件,这样就可以提高测试的重复性。
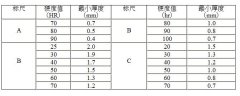
国内外的镀锡板(马口铁)标准中对于材料硬度的要求,规定要采用HR30Tm试验。美国标准规定,在镀锡板硬度测试时要在金刚石点砧座上测试。对于厚度0.55~0.77mm的材料要用HR45T标尺,对于厚度0.21~0.55mm的材料,要用HR30T标尺,对于厚度小于0.21mm的材料,要用HR15T标尺。所有测试值都要用HR30Tm来表示。HR15T和HR45T标尺下的测试值要换算成HR30T标尺的硬度值。
|