手机版
手机版

|
模具钢是模具工业的主体材料,根据模具的服役条件、环境和状态的不同,模具钢应具备不同的特性。在工业生产中,模具使用寿命和制成零件的精度、质量、外观性能,除与模具的设计技术、制造精度,以及机床精度和制造操作有关外,正确地选用模具材料和正确地执行热处理工艺也是至关重要的,资料显示,模具早期失效因材料选择不当和材料内部缺陷引起的大约点10%左右,而由热处理不当引起的约占49%。
硬度是模具材料和成品模具的重要性能指标。模具在工作时的受力状态是复杂的,如热作模具通常是在交变的温度场下承受交变应力作用,因此它应具有良好的阻止模具转变成较软或塑性状态的能力,并且在长期工作环境下仍保持模具的形状和尺寸精度不变。一般成品模具的硬度,冷作模具常选择在59-60HRC,热作模具常选择在48HRC左右。
耐磨性也是成品模具的重要性能指标。零件成形时金属和模具型腔表面发生相对运动,沧州欧谱磨损了型腔表面,至使模具的尺寸形状、精度和表面粗糙度发生变化而失效。模具的耐磨性是由模具的热处理,特别是表面热处理决定的,评估模具耐磨性好坏的主要依据是硬度。
模具钢的硬度测试主要针对三种情况,即模具钢材料的硬度检测,经过热处理的半成品模具的检测硬度及要求高耐磨性的模具表面热处理后的表面硬度的检测。
供货状态的模具钢主要是经过锻造的钢板、钢块或钢棒,一般以退火状态供货。某些塑料模具钢还以预硬状态(调质处理)供货,用户可直接加工成模具而不必进行后续热处理。模具钢按钢种分类可分为碳素工具钢、合金工具钢和高速工具钢,中国标准对于各种模具钢都规定了出厂硬度要求,要求对钢材的退火硬度和试样淬火硬度进行检验。
中国标准GB/T1298-1986《碳素工具钢技术条件》规定,退火状态供货钢材,对于T7-T13各种不同牌号,硬度值应分别小于187-217HBS,试样淬火硬度大于62HRC。
中国标准GB/T1299-2000《合金工具钢》规定,退火状态供货的钢材,对于不同的牌号,硬度值应小于某个数值或在某个硬度区间内,例如:9SiCr硬度为197-241HBW,Cr12硬度为217-269HBW,Cr5Mo1V硬度≤255HBW。试样淬火硬度根据不同的牌号,一般在53-64HRC之间。
中国标准GB/T9943-1988《高速工具钢棒技术条件》规定,退火钢材硬度应小于255-285HBS,淬火回火钢材硬度应大于63-66HRC。
按照标准的要求,出厂状态的模具钢应使用布氏硬度计,测试HBS(钢球压头)或HBW(硬度合金压头)硬度,并且只要材料具有足够的尺寸,应尽量采用3000kg力和10mm球的试验条件。然而模具钢材料尺寸通常都比较大,无法直接在布氏硬度计上测试,常用的办法是在钢材上截取一块样品,经适当加工之后在布氏硬度计上测试。在少数要求不高的场合,也有人用简易便携式布氏硬度计或锤击式布氏硬度计测试,但是,这些仪器误差太大,技术指标中给出的误差是±8%,实际应用中的误差常常超过10%,只能给出一个粗略的结果。
近年来,里氏硬度计被广泛应用,它测试快速,方便,测试值可自动转换成布氏硬度值,因此得到一定程度的应用。但是里氏硬度计采用的是动态硬度测试原理,影响仪器准确性的因素较多,对材料表面光洁度的要求也很高,硬度值转换的误差也较大,因此,其精度尽管常常高于简易便携式布氏硬度计和锤击式布氏硬度计,但是还要远低于常规的布氏和洛氏硬度计。好在模具钢材对硬度测试的精度要求也不高。
完成了机械加工的模具钢材料要进行淬火回火处理,再经过精磨和抛光就可成为成品模具。淬火回火处理后的模具硬度检测更为重要,因为这时的材料硬度是一个非常重要的质量指标,它在很大程度上决定了成品模具的使用寿命。
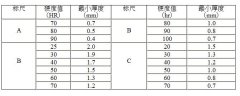
淬火回火的模具钢材料要求使用洛氏硬度计、测试HRC洛氏硬度。模具钢成品需要具有足够的硬度,同时还要有一定的韧性,而硬度和韧性是一对矛盾,为了在具有合理韧性的条件下,便模具具有较高的硬度,最佳的硬度值就会被限制在一个比较窄的范围内,通常只有2-3个HRC单位。
|