手机版
手机版

|
带材及薄片产品硬度检验方法的选择
有一组硬度检验方法(表1)适用于铍铜。依据合金种类、状态(硬度)和零件的厚度而定,可参见相应的ASTM标准关于对应设备和检验步骤和详细资料。
铍铜的洛氏检验法:
洛氏硬度检验法,依不同的载荷和压痕的形状而包括了三十种不同的方法(刻度)。最普遍使用的洛氏刻度B和C,通常不用于检测铍铜合金,除非零件的厚度在1m.m以上,B和C刻度的硬度值仅作为参考。作为材料的技术条件以及薄片产品的检验,必须采用合适的表面刻度(N和T)或者显微硬度刻度来进行检测。
表一.用以铍铜的硬度检验方法
硬度检验方法ASTM标准
洛氏(Roclwell)E18
威氏(Vickers)E29
克努普(Knoop)E348
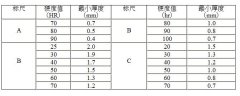
表面洛氏硬度检验用N和T刻度,可施加15或30g的载荷。表面刻度法允许试样的最小厚度取决于材料的硬度,查询ASTM标准E18。作为近似值,对0.6mm以上厚度的试样,使用30g的载荷,而0.4mm厚的试样使用15g的载荷,而更薄的材料则材料选用显微硬度(威氏和克努普)检验。
威氏和克努普检验法
标准的威氏硬度检验也可视作为金钢石锥头硬度(DPH)检测。沧州欧谱其载荷为1~120kg之间。当载荷小于1000g时,则视为威氏显微硬度检验。载荷的选择原则是:威氏压痕的对角线小于零件厚度的20%。
克努普检测是用长形压痕(与威氏正方压痕相比较而言)的专用显微硬度。其长轴相当于短轴的7倍。由于冷加工零件的各向异性,以及试验压痕的方向性,通常需要重复多次的克努普读数,以获得准确的检验数据。如果可能,对每一次检验,都应当取相互成90o的克努普读数的平均值。克努普度检验的加载范围为1-1000g.当采用威氏硬度检验薄材时,应当在试样的横载面上打硬度.金相抛光试样厚度至少为0.05m.m.
检验结果的介释
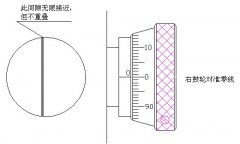
由于硬度检验时受到影响的材料体积较小,必须认真获取具有代表性的检验值.应该进行多次的测量,以避免由于不均匀性,诸如硬的铍化合相或晶界而造成的错误读数.当不均匀的冷加工引起表面硬度较高地,应该检验横截面的硬度.压痕穿透的深度必须低于金属厚度的10%,从一个边角至少取两个压痕半径的读数.
当以硬度试验值表示材料的强度时,它不能取代抗拉强度,当同时给出抗拉强度和硬度值时,则优先抗拉数值.而硬度值仅作为参考.为了方便起见,经常使用硬度刻度的转换值.但是,ASTM不允许在材料的合格证中使用这种刻度的转换值.
|