手机版
手机版

|
南京某大型石化企业设备大修期间,要求采用TOFD检测方法检测一台C2加氢反应器。该加氢反应器于2009年11月1日生产,规格为Φ3800×70×8760mm,材质为Q345,设计压力4.22MPa,设计温度为304℃,填充介质为氢气。

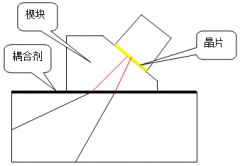
图1. 加氢反应器示意图
一、检测方案

图2. TOFD扫查数据

图3. TOFD扫查数据
在图2中左侧部分(扫查位置约300mm)可以清晰看到一条具有自身高度的缺陷显示,用光标测量该缺陷的深度为20~30mm。如图4所示,将扫查位置约300mm处的缺陷方法,直通波相位为“黑-白-黑”,而缺陷上端衍射波相位为“白-黑-白”,缺陷下端点衍射波相位为“黑-白-黑”,因此,可以判定该缺陷为存在自身高度,测量缺陷自身高度约10mm。除此之外,在图2其余部位及图3中,存在较多的缺陷显示,显示测量深度均在20~30mm。用光标可以很好的拟合各缺陷,且无明显自身高度显示,从TOFD检测缺陷特性分析,该类缺陷性质可能为密集气孔,或者是整条焊缝存在横向缺陷。

图4. TOFD检测自身高度缺陷
(2)常规超声波检测:用常规超声波检测方法斜探头检测该条焊缝,斜探头型号为2.5P13X13K1,采用标准CSK-IA和对比CSK-IIIA试块校准,实际校准K值为1.02,检测灵敏度Φ1X6-6dB。常规超声波检测方法扫查TOFD检测最严重位置(扫查位置约300mm),发现缺陷反射波波幅超过三区,且存在一定的长度,根据NB/T47013.3-2015标准评定为不合格。在扫查其他位置反射波幅均不超过一区,无论是从焊缝的双面双侧扫查还是采用斜平行扫查,检测结果均如此。根据TOFD和A超的检测标准,对该缺陷是否超标,一时无法定论。
二、缺陷分析
由于常规超声波检测方法在缺陷定性方面存在诸多的局限性,为了进一步验证该显示的缺陷是密集气孔还是整条的横向裂纹,采用打磨的方式抽查两处进行缺陷分析。
将焊缝打磨至20mm深度,肉眼不能发现有何问题,采用渗透检测的方法一边打磨一边检测该打磨位置焊缝,渗透检测发现存在较多的横向缺陷显示。
图5为打磨焊缝为TOFD扫查300mm位置,渗透检测可以清晰看到裂纹缺陷,与TOFD检测结果基本一致。图6为渗透检测后发现存在较多的横向裂纹。
图5. 渗透检测裂纹

图6. 渗透检测裂纹
三、总结
由于TOFD检测对缺陷定性存在一定局限性,横向且无自身高度的缺陷,在TOFD图谱显示方式中与点状缺陷相似。TOFD检测扫查焊缝过程中,横向缺陷在探头移动方向的分量上,无长度或者长度较小,在TOFD图谱上显示为点状,用光标拟合无测量长度,易误判为气孔。因此,在TOFD检测中若发现存在类似点状的缺陷,应再进一步确定其性质。可以采用TOFD斜平行扫查或者平行扫查(在TOFD(超声波衍射时差法)检测焊接接头横向裂纹 》文中详细讲述的TOFD检测横向裂纹的方法)等方法,区分该缺陷是点状缺陷还是横向缺陷,防止较严重的横向裂纹被放过,而导致设备存在较大的安全隐患。
|