|
1 探伤原理与工艺参数的确定
1.1探伤原理
汽车后桥由冲压成形的半桥壳、后盖、法兰盘、半轴套管等几部分焊接而成。先由两个半桥壳对接形成后桥壳,然后再由后桥壳与半轴套管用环焊缝焊接成桥壳体,环焊缝与对接纵缝成丁字交叉。
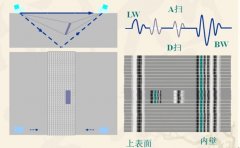
后桥材料为20号钢,所有焊缝均采用CO2自动焊接,环焊缝为搭接形式(见图 1),可能出现的缺陷大多为根部未焊透和保护不当引起的气孔,其中根部未焊透对疲劳寿命影响最大。由于环焊缝与对接纵缝形成丁字形接头,按照常规探伤方法,由于纵缝的阻碍引起几何形状突变,不利于探头与工件表面的贴合,在焊缝表面实施自动探伤比较困难。若采用水浸法,则不利于在线连续生产。由图1可知,在后桥轴头套管内有一环形平面,环的宽度为9 mm,将探头贴在此环上,从后桥内壁向上发射超声波来探测焊缝,若发射的超声波包住整个焊接接头断面,旋转后桥且探头不动,则可实现自动超声波探伤,其原理如图 1 所示,图中a,b 和 c点为假设缺陷处,数字为超声波声轴线投影法确定的缺陷深度(单位为 mm)。
图1 探伤原理及缺陷回波定位法示意图
1.2探头参数的选择
1.2.1K值
由于后桥环缝位置的几何形状和尺寸的限制,满足自动探伤要求的位置狭小,为了保证探伤的可靠性,采用多探头多方位扫查方式。探头设计成组合探头形式,后桥头每边采用4只探头,两边共8只探头同时检测,每个组合探头中的探头以圆心为对称点,相隔90°均布。探头扫查方向如图 2 所示,1号探头向斜下方扫查焊缝,另外3只探头从斜上方扫查环焊缝。两端的组合探头呈对称布置。斜探头入射角β由后桥环缝位置的几何尺寸确定,其原则是超声波束要包络整个焊缝断面,如图1所示。计算可得[1]K1,3=1。28,K2,4=2。03。
图2 探头布置及扫查方向示意图
1.2.2探头频率f
根据超声波检测理论,要减小超声波通过介质时的衰减和避免林状回波干扰,应采用波长较长的波型和较低频率的超声波为宜,要检测出尺寸很小的缺陷,则希望超声波波长要短,综合考虑各方面的因素并经实验确定f=5 MHz的晶片,以保证较高的探伤灵敏度。
1.3探伤介质确定
由于后桥材料为碳钢,且经探伤后要进行机械加工,因此选用20号机油作为探伤耦合介质,自动探伤时,由油泵均匀连续地供给机油介质,在组合探头上设有出油孔,靠近各个分探头,保证在探头和被测表面之间形成均匀油膜。
1.4组合探头设计
专用微型组合探头是接收和发射超声波的换能器,其设计是根据工件的特定尺寸、位置以及保证桥壳探伤可靠的要求综合构思的。组合探头采用铜质基体(耐蚀性好),探头内设计有耦合剂通道,与探伤工件表面接触处镶有0。3 mm厚的硬质合金片,保证组合探头不被磨损。组合探头由液压缸驱动,由位移传感器控制行程,组合探头与工件的接触由弹性元件施力,模拟人工探伤时,给予探头的接合力约为8 N,这样既保证探头与工件的紧密结合,又使探头具有柔性可以与探伤表面随动,无损检测资源网从而提高可靠性。
2探伤系统
2.1系统组成
车桥环焊缝自动超声波探伤系统主要由通道数字化超声波探伤仪,专用微型组合探头,桥壳定位旋转机床,液压系统,电液控制箱,打标机,586计算机,激光打印机及报警装置组成,探伤节拍为每件探伤时间小于3。5 min,能进行桥壳环缝超标缺陷的判定,定位打标记,档案记录,伤波形记录和实时声光报警。
2.2系统功能设计
2.2.2桥壳夹持旋转机床
机床完成桥壳的定位及旋转动作,同时支撑和送给探伤探头,机床以桥壳两端轴套管的外表面为定位和夹持基准。工件的旋转采用交流伺服电机变频控制来调节桥壳的旋转速度。由液压站供给动力,驱动探头的进退,同时供给探伤耦合剂。探头的探伤位置由位置传感器和压力传感器给定,工件的上下由人工完成,也可增加机械手实现自动上下工件。机床上设计有缺陷定位打标装置,采用电磁铁驱动,使用长效油性记录笔,根据计算机指令标记出缺陷相应位置。
2.3仪器控制系统
仪器控制系统可实现全自动探伤和手动探伤程序,手动探伤主要用于系统的调整和人工探伤,设置有“急停”和“复位”按钮,同时,通过变频调速器可设定和调整探伤工件的旋转速度。全自动探伤由计算机控制,在计算机程序中设置有虚拟控制盘和各功能按钮,可单独控制探伤工序中的每一动作,还可选择探伤仪通道,全屏幕观察该通道号探伤波形,实时监测探伤过程,提高探伤的准确性。全自动探伤程序用于连续探伤生产。
|
 手机版
手机版





 深圳市无损检测人员培训中心ChSNDT3级培训考试顺利结束...
深圳市无损检测人员培训中心ChSNDT3级培训考试顺利结束...