手机版
手机版

|
2.缺陷定位准确,检测灵敏度高。
3.到现场检测作业的劳动强度小。
4.检测结果直观,可实现实时显示。在扫查的同时可对焊缝进行分析、评判。也可打印、存盘,实现检测结果的永久性保存。
5.对管道环焊缝、球罐、储罐等对接焊缝的检测,效率高、效果好。
就目前应用的情况来说,现场应用超声相控阵还有一定的局限性:
1.受客观影响大,工件表面光滑度,焊缝工艺完整性,轨道安装精度都会对检测结果产生影响。
2.检测不同壁厚,不同规格和材料的焊缝,需要不同的试块来做校准。
3.仪器调节过程复杂,调节准确性对检测结果影响大。
4.对手工电弧焊的检测效果低于自动焊。
5.检测对象有局限性。
圆形阵列
相控阵相对于常规的单探头超声检测具有明显的技术优势:
*速度:相控阵探头中被选择的晶片交替激发,使得电子扫描(E-扫描)能够实现高精度、快速的断面扫描(扇形S扫描)以及A扫描、滚动B扫描和L(线性)扫描,甚至能实现C扫描,能够非常快速地覆盖构件,要比常规单探头机械系统快得多,在相同时间里提供更好的覆盖。由于能够一次检测所有被检查部份,大大缩短了检测时间,相对节约成本,减少扫查时间,减轻监测人员的劳动强度,提高了检验精度和可靠性。
*适应性:设置可在几分钟内改变,能够适应很多构件的尺寸与几何形状变化,能够适合于形状复杂构件检验
*检验角度:取决于检测需要和阵列结构,所形成的波束能够在宽范围内选择波束角度(检验角度),使超声取向最佳化地垂直于预期的缺陷,例如焊缝中的未熔合
*波束控制(通常为扇形扫描,S-扫描)能以适当的和更多的角度扫描并绘出构件图形达到最佳探测概率。S扫描对于仅有很小扫查位置的情况也是有用的从而比常规探头检验更适应扫查接触面积受限的区域。
*电子聚焦可以使波束形状与尺寸在预期的缺陷位置达到最佳化,获得最大覆盖区域和最高分辨率,以及最佳的探测概率,获得最佳信号和高质量图象。聚焦明显地改善信噪比,而且可以允许在较低的脉冲电压下工作。
*成像:对缺陷检测和图形绘制具有高的分辨率,能够显示缺陷“真实深度”的图像,因而比常规的波形显示更容易解释,能够通过预先编程的专用软件对扫描采集的数据进行分析评价,减少检测人员因素的影响。数据可以保存和按需要重现,甚至可以视频方式记录和重放。
用一个多晶片探头进行多角度检测
对复杂的几何形状检测具有很强的灵活性
相控阵超声检测系统还具备了编写检测报告、支持USB外部存储媒介沧州欧谱以及网络传输等功能。
相控阵超声检测系统通常由数据采集单元、脉冲发生单元、电机驱动单元、相控阵探头、工业计算机、显示器等组成。系统在Windows 平台上运行专用的操作软件,完成对被检工件的扫查、实时显示和结果评判。
就目前的相控阵技术发展阶段而言,较多的是采用比较简单的二维设置,复杂的三维设置还较少应用,因为目前的相控阵系统已经比常规的单通道系统昂贵得多。但是,随着更新型的便携式仪器的发展,采用复杂的三维设置将能具有更高的速度,更强的数据储存和显示,更小的扫查接触面积,以及更大的适应性,从而具备更高的应用价值。
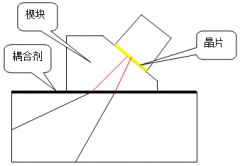
在超声检测中,压电晶片是用于收集数据的。在相控阵应用中,相互独立的压电晶片被包裹在一个标准探头盒内。其引线卷缆通常由良好屏蔽的微细同轴电缆捆扎组成,通过商品化的多通道连接器与仪器连接。
压电元件通常以4到32组发射脉冲,相控阵探头上可以承受高达200V的发射电压。采集与分析软件可根据操作者输入的检验角度、焦距、扫查图形等设置来计算时间延迟。操作者也可以利用预先制备的文件(见图2)。软件根据单独的“聚焦规则”,依据焦点和扫查组合的时间渡越来计算返回的时间延迟。相控阵仪器的时间延迟电路应能接近2ns精度以提供所需要的相位精度。
在脉冲激发下,每个压电元件产生一个波束。这些波束因为叠加和相消干涉形成波前。相控阵仪器对各单独通道发射脉冲是具有时间延迟的,从而能按规定形成一个预先计算的波前。对于接收,仪器则有效地完成逆转。例如,仪器接收的信号具有预先计算的时间延迟,综合时间变化的信号,然后显示出来(见图3)。
综合得到并显示的波形与探伤仪具有同样角度、频率、聚焦孔径等的探头信号通道同样有效。图4为聚焦的标准波束和切变波扫查图形示例。
软件
相控阵仪器其中的一个非常重要的关键是软件。因为相控阵能提供相当可观的应用适应性,这取决于软件的多功能性。应用软件要能够强有力地管理超声检测信号的采集。除了处理计算聚焦规则以外,要求软件具有强大的编码能力和全数据储存、显示结果,具备良好的数据处理能力等。
相控阵检验可以是手动,半自动,或者全自动,取决于应用,速度,预算等要求。
软件能够节约用户的时间和精力。虽然对于初次设置准备时需要耗费一定的时间,但是信息被记录在文件中后可以第二次重新加载提取,而修改一个已制定的设置是很快速的,这与常规探头的调整是截然不同的,这也与目前越来越广泛使用的数字化超声探伤仪的使用程序是相同的道理。
从实际应用的观点来看,超声相控阵仅仅是一种发生和接收超声波的方法。膜厚仪http://www.mohouyi.com一旦超声波进入材料中,它就与发生方法无关,无论是压电,电磁,激光或者相控阵。因此,超声检验的许多细节是保留不变的。例如,对于常规超声,5MHz是最佳的检验频率,而相控阵也利用同样的频率,聚焦孔径尺寸,聚焦长度,以及入射角。
和常规超声检测一样,相控阵也是利用扫查来采集数据。但是其激发电脉冲和超声波的接收则对于扫查图形的变化提供了重要的信息。
相控阵的扫描方式:
电子线性扫描
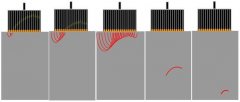
电子线性扫描(E-扫描)是通过多路技术以相同的聚焦规则(时间延迟)沿阵列来实现的(见图5)。典型的阵列可达到128个压电元件。E扫描能够实现用一个紧凑的焦点来快速覆盖。如果阵列是平面并且线形的,则扫查图形是简单的B扫描。如果阵列是曲面的,则扫查图形也将是曲面的。E扫描可以通过简单编程实现。例如,一个相控阵可以容易地通过编程实现腐蚀绘图,或者利用45°和60°横波检查焊缝,模拟常规的ASME手工检验。
图5动态聚焦示意图(可实现无机械运动的高速扫查)
常规手工超声焊缝检验是利用一个单探头实施的,操作者进行前后“扫描”以覆盖焊接区域。许多自动化焊接检验系统也是利用类似的方式(见图6a),使用一个单探头前后扫查覆盖焊接区域。这是很消耗时间的,而且在扫查开始和结束时系统还有盲区。
作为对照,相控阵利用线性扫描方式(见图6b)。通常使用两个阵列探头分布于焊缝两侧。它能产生上千种不同的超声束,可配置40°到70°范围的扫查角度(β角),以满足分区扫查所需要的各种角度。这里探头是线性地在焊缝周围或者沿焊缝扫查,每个探头扫过焊缝的整个规定区域。它常常可以利用相控阵实现更多的波束(相当于单独的常规探头)同时扫描。线性扫描是最简单的方式,例如用于轧管、ERW焊接管的检验。
扇形扫描
扇形扫描(S-扫描)是相控阵所独有的。它利用同组压电元件但是由编程改变时间延迟来控制波束通过一系列角度来实现扫查。
S扫描的典型应用例如一个固定阵列,扫查横过一个相对达不到的构件,如涡轮转子叶片,并绘出叶片的形貌与缺陷(见图7)。S扫描也可以用于检验焊缝,但是有一定局限,主要取决于阵列的频率和压电元件的间距,扇形扫描的角度可以从±20°到±80°变化。
组合扫描
组合扫描是结合了线性扫描、扇形扫描和精确聚焦而得到的实用的综合显示(见图8)。对于焊缝和其他构件可以选择最适宜的角度,在电子扫描中可以快速有效地检验。例如,结合线性与纵波的扇形扫描可以在一个给定的角度范围内使超
声束完全覆盖被检验的构件,例如±20°。当使用简单的直波束不能充分检验到所有需要检查的区域时,这种组合扫描的检验就体现出优势了。在焊缝检验中,对于给定的焊缝几何形状常常要求规定的角度。对于这些应用,可通过针对特定的焊缝倾斜角编程来实现在规定的位置上达到精确的波束角度。
以管道环焊缝的检测为例,采用区域划分法,根据壁厚、坡口形式、沧州欧谱填充次数将焊缝分成垂直方向上的几个区,每个分区高度一般为1~3mm,再由电子系统控制相控阵探头对其进行分区扫查(每个区都由一组独立的晶片进行扫查),检测主声束的角度按照主要缺陷的方向来设定(例如在自动焊中主要是未熔合,即将波束尽量垂直于熔合线),通常采用聚焦声束进行扫查,焦点尺寸一般为2mm或更小。它们可以有效的检测各自的区域,而且临近区域反射体上的重叠最小。每个分区以焊缝中心线为界,分为上游、下游两个通道,其检测结果在带状图上以相对应的通道显示出。再辅以TOFD(衍射时差法)和B扫描功能,对焊缝进行分析、判断。
什么是超声相控阵?
超声相控阵是一种特殊的超声检测技术,类似相控阵雷达、声纳和其他波动物理学应用的原理。当然,超声波具有波长较短,模式变化,以及更多复杂成分的特性。应用于材料损评价(NDE)领域的工业超声相控阵技术来源于70年代医学诊断设备首先采用的相控阵技术。
超声相控阵的关键是采用了全新的发生与接收超声波的方法,它利用精密复杂的多晶片阵列探头和功能强大的软件来控制高频声束,使其通过被检测材料,并显示保真的(或几何校正的)回波图像,所生成材料内部结构的图像类似于医用超声波图像。相控阵技术不仅是探查缺陷,而且在检测诸如压力容器和管路的腐蚀和绘制腐蚀图等方面也有其独特的功效。
常规的超声检测通常采用一个压电晶片来产生超声波,一个压电晶片只产生一个固定的声束,其传递是预先设计选定,并且不能变更。
超声相控阵技术是采用许多个小的压电晶片(例如128个晶片),由这些小压电晶片组成组件辐射的总能量形成超声束。
通过在不同的时间内相继激发一个阵列式探头的各个单元,可以将超声波前聚焦并控制到一个特定的方向。另外,电子上为一个阵列确定相位顺序和相继激发的速度可以使探头“扫描”或“扫调”通过一个选择的波束角或一个检测的区域,而不需要对探头进行人工操作。
举例:GE检测科技公司的相控阵探头
一般特性
频率: 1 MHz到7.5 MHz(某些情况下为10MHz)
压电材料:专利产品BENCHMARK COMPOSITE
单元数目:16-256个单元(根据用途而定)
间隔:最小0.2毫米 带宽(-6dB):典型的60%到80%
交调失真:>30dB
单元灵敏度偏差:±2dB
探头线选择: 分离的连接器或密封封装的探头线
相控阵探头的每个压电晶片都可以独立接受信号控制(脉冲和时间变化),沧州欧谱因此,可以以不同角度产生超声束,并可在不同深度聚焦。相控阵探头的关键特性包括: 电子焦距长度调整 ;电子线性扫描 ;电子波束控制/偏角
相控阵列是作为换能器的晶片组合,有三种主要阵列类型:线形(线阵列)、面形(二维矩阵列)和环形(圆形阵列),见下面图1所示。在一个相控阵列中的相位转换是通过电子系统控制,通过脉冲发生器通向每个晶片。相控阵列除了能有效地控制超声波束的形状和方向外,还实现和完善了复杂的动态聚焦和实时扫描。
线形阵列(晶片成间隔状直线形分布在探头中)
二维矩阵列
图1相控阵探头的三种形式
目前相控阵探头大多数采用线形阵列,因为从控制的角度来说,它们最容易编程,并且费用明显少于更复杂的阵列。但是随着成本降低和经验增加,可以预期更复杂的阵列将得到更多的应用。
|