手机版
手机版

|
1、 超声检测
1.1 超声探伤
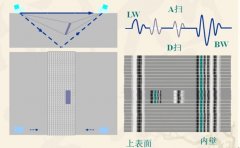
一般情况下,超声探伤主要用来探测钢管内外表面及其内部的纵向缺陷,根据用户需要也可探测横向缺陷。沧州欧谱自动化探伤纵向探测的速度通常为20 m/min左右,横向探测的速度通常为10 m/min左右。
超声探伤有较高的检测灵敏度,对钢管中的裂纹、直道等缺陷比较敏感,也能探测出非金属夹杂等体积型缺陷。因此,它适用于检验质量要求高的无缝钢管,如高压锅炉管和高压化肥管等,也可根据用户要求用来代替钢管的水压试验。但由于检测速度较慢,难以在钢管生产的流水线上进行快速在线检验,因此一般作为高质量钢管的离线检验手段。
1.2 超声测量
与其它测厚仪相比,超声波测厚仪有小型、轻便、测量速度快及精度高等一系列优点,因而它在工业上得到了广泛的应用。其测量方法通常有共振式和脉冲反射式两种,但后者的应用居多。而对于无缝钢管来说,常用的便携式超声波测厚仪只能用来对其壁厚进行离线式接触法局部抽检,且不能测量钢管的外径,故在本项目中实际意义不大。
2、 涡流探伤
涡流探伤法是工业各领域中应用较为广泛的无损检测方法。它以电磁感应理论为基础,不需任何耦合剂就可对试件进行百分之百的快速自动检测。对于无缝钢管这种形状规则而单一的试件来说,则更是大批量快速检测的有力工具。因此,它已成为各类钢管质量检验的必需手段之一。
适于钢管质量检验的自动涡流探伤方法主要有点式探头探伤法和穿过式探头探伤法两种。前者采用点式探头高速旋转的方法来探测钢管中的纵向缺陷,其检测速度由探头的数量和其旋转的速度而定,一般来说比较慢,加之设备较复杂,因而其应用不太广泛;而后者则采用穿过式探头来检测钢管中的横向缺陷,这种方法设备简单,锌层测厚仪http://www.xincengcehouyi.com探伤速度快(一般可达 60 m/min以上),且对钢管表面和近表面的常见缺陷如裂口、凹面、结疤及部分外折等有较高的检测灵敏度,因此成为钢管检验的主要方法之一。并且,由于涡流探伤法对通孔特别敏感,因此有关标准规定它是代替钢管水压试验的主要方法之一。
3、 漏磁探伤
漏磁探伤是基于铁磁性材料磁性变化的一种无损检测技术。当铁磁材料被磁化后,由于缺陷的存在会在工件表面产生漏磁场,因此,通过漏磁的检测就可以发现材料中的缺陷。
钢管的漏磁探伤技术主要分为磁粉探伤法和磁场测定法两种。前者简单,但是需要肉眼来观察磁痕,因此难以实现自动化。后者尽管设备复杂、成本高且操作难度大,但却是通过传感器来拾取漏磁场信息的,因此易于实现自动化探伤,适用于大批量钢管的自动检验。故一般情况下,如无特别说明,钢管的漏磁探伤通常指磁场测定法。
|