手机版
手机版

|
摘 要:对于电站高压锅炉接管座角焊缝的无损检测,如何选择检测样本和选择何种检测方法才能最合理地反映出受检总体的质量状况,是一个关键的问题。为此,分析了目前对管座 角焊缝检测所存在的不足,提出利用金属磁记忆方法筛选管座角焊缝抽查样本以解决抽查样本选择的随意性问题。沧州欧谱介绍了对管座角焊缝表面质量及内部质量进行无损检测时适用的各种方法,指出合理选用检测方法是角焊缝检测质量的重要保证。
关键词:电站锅炉;管座;角焊缝;无损检测
Nondestructive test for fillet welds in nozzle stubs of
HP utility boilers
NI Jinfei, CHEN Shunqiang, LU Fanglong?
(Guangdong Power Test & Research Institute, Guangzhou 510600, China)?
Abstract: The selection of proper testing samples and method to rationally reve al the overall quality of the tested is a key point in nondestructive test (NDT) for fillet welds in nozzle stubs of HP utility boilers. Based on the analysis o f the drawbacks of present measures, this paper recommends metal magnetic memory testing (MMMT) for sifting the samples in spot?checking of the fillet welds. D i verse methods to assess the external and internal quality of these welds are introduced, 锌层测厚仪http://www.xincengcehouyi.com and the importance of selecting a proper test method to the inspection effect indicated.?
Key words: utility boiler; nozzle stub; fillet weld; NDT?
电站高压锅炉中,熔化焊接管座角焊缝占有相当大的比例,对这些角焊缝进行有效的检测是质量控制的重要环节,现行的技术规范、标准对接管座熔化焊角焊缝的无损检测都给出了要求。如《蒸汽锅炉安全技术监察规程》规定:对pw≥3.82 MPa的锅炉,集中下降管角焊缝应做100%射线探伤或超声波探伤;每个锅筒和集箱上的其他管接头角焊缝及其打底焊缝,至少应做10%的无损检测。其中,就涉及到如何选择检测样本和选择何种无损检测方法以最合理地反映出受检总体的质量状况的问题。目前,在实际检测过程中,选择抽查样本及检测方法时还普遍存在较大的随意性。
为了改善目前的这种状况,使得检验样本、检验方法的选取都具有系统性、全面性和针对性,我们在这方面进行了积极有效的尝试。?
1检验样本的选取
对管座角焊缝按要求进行一定比例的无损检测,选择抽查样本时通常做法是基于如下几方面因素的综合考虑,即:宏观检查的初步结果;机组运行期间的运行状况对部件安全的影响;以前检查多次发现缺陷的部位;等等。这种选取样本的方法存在最大的问题就是只有当部件中的缺陷发展到一定程度从而存在宏观表征的管座角焊缝才可能被选中以做进一步的检验,缺陷已初步形成而未有宏观表征但可能在两大修期间扩展引起事故的管座角焊缝很可能漏检。为了解决这一现实问题,我们将金属磁记忆检测(MMMT)的方法引入管座角焊缝的检验。
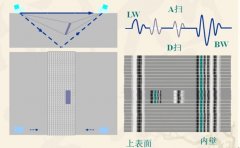
电站锅炉中大量使用的金属一般都为铁磁性材料。此类材料中存在缺陷或其他原因引起局部应力集中时,会产生很高的应力能。在应力能的作用下,其内部磁畴在地球磁场中产生畴壁的位移甚至不可逆的重新排列,产生磁弹性以抵消应力能的增加,从而在应力集中区形成微弱的“漏磁场”,表现为金属的磁记忆特性。漏磁场强度的切向分量Hp(x)具有最大值,法向分量Hp(y)改变符号且具有零值点,如图1所示。利用MMMT可在不施加外部磁场的作用时检测到Hp(y),经过对采集信号的放大、处理后,可显示出材料中的应力集中部位及强弱,从而方便地查找出可能存在缺陷的部位。这就是我们应用金属磁记忆检测选择管座角焊缝抽查样本的物理基础。
利用金属磁记忆仪对角焊缝进行检测时,只要参数选择得当,在没有应力集中的部位,屏幕上的磁记忆信号应该有周期性且均匀显示,当存在一定程度的应力集中时,仪器屏幕上会出现明显的有一定宽度的突变信号。根据现场检验实际经验,建议对管座抽查选择的样本应该包含所有存在明显磁记忆突变信号的角焊缝。?
2管座角焊缝的表面质量无损检测
对管座角焊缝表面缺陷进行探测主要采用的方法有渗透探伤和磁粉探伤两种,并且,应尽可能优先选择磁粉探伤。
磁粉探伤时,为了排除伪缺陷的干扰,保证探伤仪与工件表面的良好接触,探测前应磨掉角焊缝及其边缘的氧化皮、油漆、锈蚀等直至出现金属光泽,并将咬边等表面宏观缺陷修磨干净(渗透探伤对角焊缝表面质量的要求基本相同)。检测过程中,为了保证能够检出所有的横向缺陷和纵向缺陷,在检测条件允许的情况下,对角焊缝共应探测8次,如图2所示。
电站高压锅炉熔化焊角焊缝所连接的材料很多时候为异种钢材,由于材料成分相差较大,特别是当Cr与Mo元素含量相差较大时,磁粉探伤过程中磁痕往往易偏向显示于某一侧的熔合线上。此时,可应用渗透探伤对熔合线上磁痕的真伪进行辨别。如渗透探伤没有显示,则可以排除缺陷的存在。如果渗透探伤仍有缺陷显示,则需进一步以超声波或射线探伤方法予以确认。?
3管座角焊缝内部质量无损检测
电站高压锅炉存在大量规格φ133 mm和φ108 mm接管的安放式管座角焊缝,对于管径大于或等于这两种外径的接管座角焊缝可以采用射线探伤或超声波探伤方法检测。接管外径小于上述尺寸的管座角焊缝一直是无损检测的难点,一般用超声波探伤进行检测。?
3.1接管外径大于或等于108 mm的管座角焊缝内部质量无损检测
对于接管外径大于或等于108mm的管座角焊缝进行射线探伤,主要目的是为了检测出角焊缝中是否存在坡口未熔合、根部未焊透等缺陷。底片的布置主要有两种方法,如图3。?
射线探伤时,由于焊缝长度、宽度范围内透照厚度变化较大,必须采取适当的方法进行补偿,通常采用的方法是异速双片法;为了保证坡口未熔合、根部未焊透等缺陷的最佳检出效果,在进行探伤前,应充分了解焊缝结构特点,并有针对性地选择透照方向;角焊缝透照周向位置一般采用“钟点”定位法定位,工件上12点位置应打上低应力钢印,以便分析缺陷位置、性质并做出适当的处理,同时,评定底片时要注意影像畸变、位移对缺陷显示的影响。
目前,有关管接头角焊缝射线透照方法与验收条件在我国还未有自己的标准,实际应用中一般可参考英国BS及德国DIN等标准的相关内容。
电站锅炉中接管外径大于或等于108 mm的管座角焊缝进行超声波探伤通常可参考JB 473 0—1994《压力容器无损检测》的有关规定,共有5种探测方式,可根据工件的实际状况选择其中一种或几种方式实施检测。但始终应坚持如下原则:以直探头检测为主,直探头检测不到的区域,沧州欧谱采用斜探头检测;检测时必须充分考虑角焊缝中可能存在的各类缺陷,并使主声束尽可能垂直于焊缝中的危险缺陷,以保证危险缺陷能被检查出来。
3.2接管外径小于108 mm的管座角焊缝内部质量无损检测
由于下述三方面因素的存在,接管外径小于108 mm的管座角焊缝的超声波探伤一直是检测的难点,这些因素包括:管径小,探伤面曲率大,容易造成声束扩散使得灵敏度降低;管壁薄,声程短,近场干扰较大;为保证尽可能大的扫查范围,探头折射角大,从而容易产生变形波。
经过实验室研究和现场验证,对于接管外径不大于108 mm的管座角焊缝,超声波探伤时我们选择小晶片、小前沿尼龙探头(晶片尺寸6 mm×6 mm较为合适,探头前沿长度l0≤5 mm),探头频率选择5 MHz,此时最小可检出缺陷尺寸约为0.6 mm。检测时必须使用至少两种不同折射角的探头:为检出角焊缝上部区域的缺陷,一般选用K=2.5~2.7;但检查根部缺陷时,考虑到端角反射问题,选用K=0.7~1.5,以提高根部缺陷检出能力。检测前为保证探头与工件的充分耦合,探头底面应修磨成圆弧面。
扫描速度调整、DAC曲线的制作所采用的试块选取DL/T 820—2002标准的DL-1试块。
探测焊缝层间缺陷与根部缺陷的灵敏度选择依据不同的基准。探测焊缝层间缺陷时,以DL-1试块中φ1 mm×15 mm的通孔为基准。对于接管壁厚为8 mm的管座角焊缝,其探伤灵敏度一般选择为φ1 mm×15 mm,-12 dB。探测根部缺陷以相同规格管内部1.5 mm深沟槽作为启始灵敏度。
检测过程中,一次波标记点前出现的反射波均为缺陷波。如果二次波在内壁上的转折点在焊缝外侧,反射点位于焊缝中,该反射波可判为缺陷波;如果二次波在内壁上的转折点在焊缝里面,该反射波不能判为缺陷波。?
4结束语
选取适当的检测样本、采用合适的检验方法是管座角焊缝检测质量的重要保证。应用上述程序和方法,我们对广东省内部分电厂高压锅炉熔化焊管座角焊缝进行了检测,发现了一批容易漏检的缺陷,在保证机组安全可靠、经济运行方面发挥了积极的作用。?
参考文献
[1]刘红文,钟万里,何卫忠,等. 金属磁记忆在末级再热器爆管分析中的应用[J]. 江西电力,2003,27(4):15—17
[2]刘国善. 集箱(异种钢)管接头角焊缝磁粉探伤试验[J]. 锅炉技术,2002,34(10)28—30?
[3]李衍. 高压锅炉管接头角焊缝的射线透照工艺要领[J]. 无损检测,1999,25(1):29—31?
[4]蔡晖. 薄壁安放式接管座角焊缝的超声波探伤[J]. 西北电建,2002(3):38— 40.
|