手机版
手机版

|
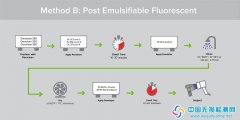
摘 要: 对压力容器承受内力的应力进行了分析, 指出压力容器易腐蚀部位焊缝、角焊缝的外表面必须 进行渗透探伤并给出了具体的探伤方法。 关键词: 压力容器; 渗透探伤; 显像 中图分类号: T G115. 28 文献标识码: B 文章编号: 167124423 (2003) 03247202 1 压力容器承受内力的应力分析 分析压力容器强度问题就是要确定容器在内压 作用下, 将产生什么样的应力, 以及这种应力按照怎 样的规律分布, 从而确定整个容器中最容易发生强 度破坏的危险部位, 以及危险部位的应力状态。 压力容器可分为厚壁容器和薄壁容器两大类。 所谓厚壁与薄壁并不是按容器器壁厚度的大小来划 分的, 它是一种相对概念, 一般系根据容器外径与内 径的比值K 的大小来划分。K≤1. 1~ 1. 2 者为薄壁 容器,沧州欧谱 超过这个范围为厚壁容器, 现在我国对压力容 器划分的类别为É、Ê、Ë 类、超高压容器、储运容 器, 从容器的 K 值来看大多为薄壁容器, 特殊情况 除外。 图 1 薄壁容器的形状多种多样, 其应力分布规律也 各不相同。薄壁圆筒是其中应用最广的一种, 石油、 化工、机械等所用的压力容器除去两端的封头, 其主 体部分大多为圆柱形壳体。由于器壁很薄, 所以可近 似地认为应力沿壁的厚度方向是均匀分布的。在薄 壁圆筒中, 不考虑筒体与封头连接处局部地区应力 分布的不均匀性, 可以认为沿筒体轴线方向各处的 应力大小是相等的。 如图1 所示, 薄壁圆筒在内压力P 的作用下, 其 壳壁上任意一点将产生两个方向的应力。 一是由于 内压作用在圆筒两端, 将使圆筒沿轴向伸长, 因而在 壳壁中引起轴向拉伸应力, 称为轴向应力或径向应 力, 一般用符号 R2 表示; 二是由于圆筒在内压作用 下均匀向外膨胀, 所以在壳壁的圆周切线方向产生 了拉伸应力, 称为切向应力、周向应力或环向应力, 一般用符号 Rt 表示。除了上述应力分量外, 壳壁中 实际上存在着第三种应力分量即径向应力(一般用 符号 Rr 表示) , 但它和切向应力、轴向应力相比是很 小的, 因而在薄壁圆筒中可以忽略不计。因此, 薄壁 圆筒壁中任意一点为两向应力状态, 而筒体与封头 连接处应力分布的不均匀性不来源于筒体与封头系 焊接连接, 对筒体受力是均匀的, 而对焊缝受力不均 匀, 常年受不均匀的应力, 使之焊缝处应力集中, 加 之容器在频繁的加压、卸压过程中, 材料受到交变应 力的作用, 在交变应力作用下容器的较高应力部位 会产生细微的裂纹等缺陷, 由于应力集中存在使微 裂纹逐渐扩大, 应力继续不断地交变, 在裂纹扩大到 一定程度后, 如果载荷达到一定数值, 遇到冲击和振 动时, 容器就会沿着裂纹发生破裂。 综上所述, 压力容器易腐蚀部位焊缝、角焊缝外 表面的检查是在用压力容器定期检验的重点, 必须 进行渗透探伤, 这是一项不可缺少的检验手段。 2 焊缝渗透探伤 由于压力容器的组成是由筒体、封头焊缝连接 而成, 焊缝的表面探伤检验是十分重要的, 渗透探伤 是利用毛细现象使渗透液渗入缺陷, 经清洗使表面 渗透液去除, 而缺陷中的渗透液残留, 再利用显像剂 的毛细作用吸附出缺陷中残留的渗透液, 而达到检 验缺陷的目的, 达到这个目的必须严格遵守渗透探 伤六个步骤的顺序, 如图 2 所示。 图 2 对在用压力容器焊缝表面预清洗特别重要, 根据 不同情况分别采用机械清洗和化学清洗, 如在焊缝表 面无油垢采用砂轮手磨把焊缝表面打磨, 如焊缝表面 有油垢, 应用酒精、丙酮将焊缝表面油垢清洗掉, 或用 钢刷或用砂轮磨去焊缝表面的油漆, 如不把油垢去 掉、打磨, 油垢易将缺陷堵塞影响渗透探伤。 3 渗透探伤实施步骤 目前采用渗透探伤剂, 为携带方便大多采用溶 剂去除型着色渗透探伤剂(喷罐式) 3. 1 前处理 渗透探伤试验必须使渗透液逐渐渗入到缺陷内 部, 如焊缝表面沾污吸附了异物, 将阻碍渗透液向缺 陷内部渗入, 沧州欧谱就发现不了痕迹, 或者会出现不易分辨 的缺陷显示痕迹。在渗透前必须做到除去焊缝表面 的异物, 使渗透液易于渗入缺陷内部。 3. 2 渗透处理 为了施行完整的渗透处理, 无论采用何种方法, 直到完成渗透处理为止, 都必须使渗透液充分润湿 试验部位的表面, 渗透处理最重要的是渗透时间, 对 焊缝表面渗透必须在规定时间内保持不干状态, 这 样才能达到渗透效果。 3. 3 清洗处理 在规定的渗透时间内, 在显像前应把焊缝表面 多余的渗透液去除, 一般采用擦拭, 顺一个方向用布 和清洗剂将多余渗透液去除, 这种清洗处理, 不是去 除缺陷内部的渗透液, 而是完全去除焊缝表面多余 的渗透液, 从焊缝表面消失颜色为止, 一般擦抹 2~ 3 次即可, 或者因颜色消失而很难分辨时可用清洗 的白布擦抹, 擦到布上无颜色为止。 3. 4 显像处理 经清洗处理后, 进行显像, 罐式显像剂在喷涂前 应进行摇动, 使显像剂内白色粉末与溶剂均匀, 再进 行喷涂, 在距焊缝表面 200~ 300 mm 处使显像剂的 雾状喷涂到焊缝表面, 形成白色显像剂产生的涂膜, 相对于在缺陷部位着色渗透液形成了红色缺陷显示 痕迹, 构成反差的背底。 3. 5 观察 在经过了规定的显像时间后, 要立即观察试件 上有无缺陷显示痕迹, 要想掌握缺陷的实际状态时, 不仅在显像完毕后观察一次, 还要在显像过程中进 行多次观察, 观察缺陷显示痕迹的呈现状况。 3. 6 判定 通过观察发现缺陷显示痕迹时, 确认不属于伪 缺陷后, 就需要判定其所发现的缺陷显示痕迹是有 危害缺陷还是无危害缺陷, 根据缺陷显示痕迹, 按标 准进行评定。 4 实践体会 在对在用压力容器定期检验中, 由于正确选用 渗透探伤, 使之在检验中发现了危害性缺陷多起, 避 免了两起事故的发生。凤城化肥厂一台Ê 类容器储 氨器, 在定期检验中对接焊缝外表面进行表面探伤 时, 清洗打磨时, 由于无油垢, 用手动砂轮进行平扫 打磨, 当进行着色渗透探伤时, 显像后发现了焊缝收 弧处有放射状裂纹, 如不采用着色渗透探伤, 根本发 现不了裂纹, 这种危害性缺陷不及时发现, 一旦扩展 必然导致爆破, 有毒介质液氨就会泄漏, 后果十分严 重。 检验凤城市玻璃制品厂一台储气罐, 数字超声波探伤仪http://www.shuzichaoshengbotanshangyi.com属É 类容 器, 由于设计方面原因, 储气罐的支架在焊接时, 直 接焊在封头上(无护板, 支架应焊在护板上)。 结果在 定期检验中发现支架与封头焊接处有大量的油垢, 当用丙酮将油垢去掉后, 进行渗透探伤, 结果发现角 焊缝表面裂纹长 42 mm , 工作状态时往外喷气, 如 不及时发现任其发展, 最终将导致爆破。 上述两起在用压力容器定期检验中, 由于选择 适当的打磨方法, 采用表面着色渗透探伤, 及时发现 了裂纹缺陷, 如不采用着色渗透探伤, 不进行适当的 打磨清理, 是不能发现裂纹缺陷的, 所以在用压力容 器在定期检验中, 对压力容器的对接焊缝、角焊缝必 须进行着色渗透探伤, 这是不可缺少的检验手段。 |