手机版
手机版

|
陈金贵1 张瑛2
(1、厦门艾帝尔电子科技有限公司 2、河南金龙精密铜管集团股份有限公司)
摘要:介绍一种无损检测方法——多频涡流检测技术,来解决轧丝铜管的生产质量检查,能有效的抑制管材中平滑突起、及表面和内表面环形槽产生的干扰信号。对检测原理,方案实施,检测效果等进行详细说明。
关键词:多频涡流 无损检测
Multi-frequency Eddy Current Testing Technology Used to Test Rolling Brass Chen Jingui1 Zhang Ying2
(1、Xiamen IDEA Electronic Technology Co.,LTD 2、Henan Golden Dragon Precise Copper Tube Group Co., LTD )
Abstract: Introduced to new NDT method---multi-frequency eddy current testing technology, to solve the rolling brass wire production quality inspection can be effective in inhibiting smooth pipe protrusions, and surface and inner surface of the annular trough enerated interference signals. The principle of detection, program implementation, testing the effect of such conduct in detail.
Keywords: Multi-frequency Eddy current Non-destructive Testing
涡流检测是以电磁感应原理为基础的。当载有交变电流的检测线圈置于金属材料上,金属材料在载流线圈感应的交变磁场的作用下会产生涡流,涡流的大小及分布受材料性能及有无缺陷的影响。因而,通过检测线圈感拾出金属材料内涡流的变化就能判断出材料中有无缺陷。
轧丝铜管主要应用于溴化锂机组用发生器、冷凝器;电站、石化行业冷凝器。在检验过程中通常采用现场检验的方法。涡流检测具有不需耦合剂、检测速度快及对金属管子表面缺陷的检测灵敏度高等优点,是对这一类管子进行检测的最好方式。但是,由于在检测轧丝铜管的内外壁缺陷时,管的内外表面的环形槽以及管子中均匀分布的平滑突起都会产生干扰信号,需加以抑制。多频涡流仪采用两个频率同时工作,具有两个相对独立的测试通道,能有效地抑制上述干扰信号,检出缺陷信号。
1. 多频涡流检测的工作原理及技术特点
1.1 多频涡流检测仪的工作原理
数字式多频涡流检测仪应用了电磁感应的原理,检测时,仪器输送某一频率的交变电流到传感器(探头)激励线圈,产生一个交变的电磁场,该电磁场在被检件中激发出涡电流,涡电流发出的含有被检信号的反磁场对高频等幅振荡的激励信号进行调制,使通过探头接收线圈的感应电压(或阻抗)发生变化,涡流检测仪的检出、放大电路提取调制信号,经过处理后在荧光屏显示出检测信号供操作者判别。
多频涡流仪以两个不同频率同时激励检测线圈,根据不同频率对不同参数变化所获取的检测信号各异,通过实时混频,进行矢量相加减和其他处理,提取所需信号,抑制不需要的干扰信号,达到“去伪存真”的目的。
1.2 多频涡流检测仪的技术特点
多频涡流检测仪最主要的技术特点之一是采用了2个可同时用于检测的频率通道。不同频率的检测结果被“混频”处理后,结果较单频或双频更为可靠。另外,多频涡流检测仪仍可以当作单频或双频涡流检测仪使用,适用于不同环境、不同条件下的现场工作和对比实验。
现场检测经常发现,采用单频涡流检测在役热交换器冷凝管,表面粗糙度仪 http://www.biaomiancucaoduyi.com 邻近的结构部件会产生很强的干扰信号,如轧丝铜管中的平滑突起就会产生很大的涡流信号,在其附近的缺陷信号与其混合在一起,很难分辨真伪。
若将两个不同频率的激励电流同时施加于检测线圈,采用适时混频技术即可除去一个干扰信号。因为同一缺陷或干扰源在不同的频率下会产生不同的涡流反应,而涡流信号是一个矢量信号,多个迭加在一起的涡流信号可以通过矢量运算相加减,来放大缺陷信号,同时排除或减小干扰信号。其基本原理简单表述如下:
设M1,M2分别为频率f1和f2下得到的检测结果,A1(S),A2(S)分别为缺陷在f1,f2下的涡流响应,B1(N),B2(N)分别为干扰源在f1,f2下的涡流响应,则:M1= A1(S)+ B1(N),M2= A2(S)+ B2(N)
即某一频率下的检测结果为缺陷和干扰源涡流响应的矢量和。令λ为调节因子(调节增益系数),并使λB1(N)= B2(N),则:λM1= λA1(S)+ λB1(N),λM1-M2=λA1(S)-A2(S)
此时的检测结果只与缺陷有关,而与干扰源无关,即干扰信号被抑制掉了。基于这一原理,即可采用双频涡流检测,抑制在役检测中的支撑板信号的干扰,提高信躁比。实际检测中,在选择检测频率时,既要考虑保证有足够的分辨率,又要考虑尽量减低管材的噪声信号,提高信噪比。为了获得足够的缺陷分辨率,需要较高的频率,但是噪声信号的影响将随着频率的提高而增加,因此又希望采用尽可能低的频率。一般情况下,为使内外壁缺陷的涡流信号保持一定的相位差,可按以下经验公式选择检测频率f:f=5032/σμrδ2≈5032ρ/d2在此频率下,趋肤深度与管材厚度d相当,管材内外壁缺陷涡流信号的相位角相差较大。多频涡流检测仪能够较好的同时抑制多种干扰源的干扰信号。经过实际检测可知,经过混频技术处理后,尽管缺陷信号的幅度有所降低,但不致于影响缺陷的判定,同时信噪比提高了。
2.检测仪器
仪器选择在行业广泛应用的厦门艾帝尔公司生产的 IDEA-24ET 多频数字涡流检测仪。IDEA-24ET 由于具备了四个相对独立的测试通道,可同时获得二个绝对、二个差动的涡流信号。仪器可通过软开关切换成两台单频涡流检测仪,同时连接两只探头进检测。具有50Hz 至10MHz 的可变频率范围,仪器对涡流检测的弱信号具有极高的放大倍数与极强的抗干扰能力。在管道检测中采用内通过式探头,一次通过管道便可测出壁内、外表面的裂纹、凹坑、腐蚀、减薄及管壁材料的内部缺陷,并且其由计算机控制下的自动检测、数字显示、灵敏度高、性能稳定等优点。
3.多频涡流检测应用
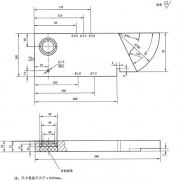
2008 年12 月15 日,河南金龙精密铜管集团股份有限公司无损检测中心与厦门艾帝尔电子科技有限公司NDT 中心共同对该公司生产的轧丝铜管管材进行无损检测。该轧丝铜管管材图如下图所示:
轧丝铜管样品图
铜管表面及内表面都存在环形槽,而在管子中等间隔分布平滑突起,由于管材在实际生产过程中较长,采用内穿探头无法达到检测的要求,所以采用外穿式探头。检测结果如下表:管材外径 管材壁厚 对内外表面环形槽干扰区分 对中间平滑突起干扰区分19.05mm 1-2mm 与缺陷信号能明显区分能有效抑制干扰信号当探头通过铜管平滑突起时,窗口会显示出一个干扰信号,无损检测资源网未经过混频处理的信号图形如下图:未经混频处理检测线圈经过平滑突起产生信号图图中S1 为检测通道1,S2 为检测通道2,检测频率副频为主频的1/2,通道1 和通道2 混频得到通道M1 的结果,上图在M1 通道显示的是未经混频的效果。
进行混频之后,在窗口M1 上显示混频结果,将中间平滑突起的干扰滤除,检测时只需观察M1 变化则可确定缺陷位置,如下图:
经混频处理后检测线圈经过平滑突起产生信号图
经过混频处理后,混频结果显示在 M1 通道上,和未混频的信号图比较,可以明显的发现干扰心都都集中于原点附近,混频效果明显。
4.结论
智能全数字式多频涡流检测仪能有效的的区分轧丝铜管表面、内表面的干扰信号和缺陷信号;对于中间平滑突起说产生的干扰信号,经过混频处理后能有效的抑制干扰。
检测证明,该仪器具有检测速度快,检测精度高,抗干扰等特点。
参考文献
[1] 任吉林、高春法等 具有数据处理功能的涡流探伤仪的研制 无损检测 Vol.15 No.6 June 1993
[2] 张姚. 多频涡流检测合成塔换热列管.无损探伤,2000
[3] 林介东,倪进飞.四频涡流检测仪原理及应用.无损检测,2002
[4] 唐继红,吴晓君.双频涡流检测传感器的设计与制作.无损检测,1998
[5] IDEA-24ET说明书,厦门艾帝尔电子科技有限公司,2009
|